TECHNOLOGIE UND WISSENSCHAFT
1: Grundlegender Aufbau einer segmentierten Rotorwelle 2
hat zum Vorteil,
dass die Vorspannkraft
über die Verzahnungslänge
reguliert
werden kann und das Ausgangsmaterial
ressourceneffizient
eingesetzt
wird. Innerhalb
der Prozesskette
können dabei die Wellenkontur
und die Fügezone
gemeinsam
erzeugt
werden.
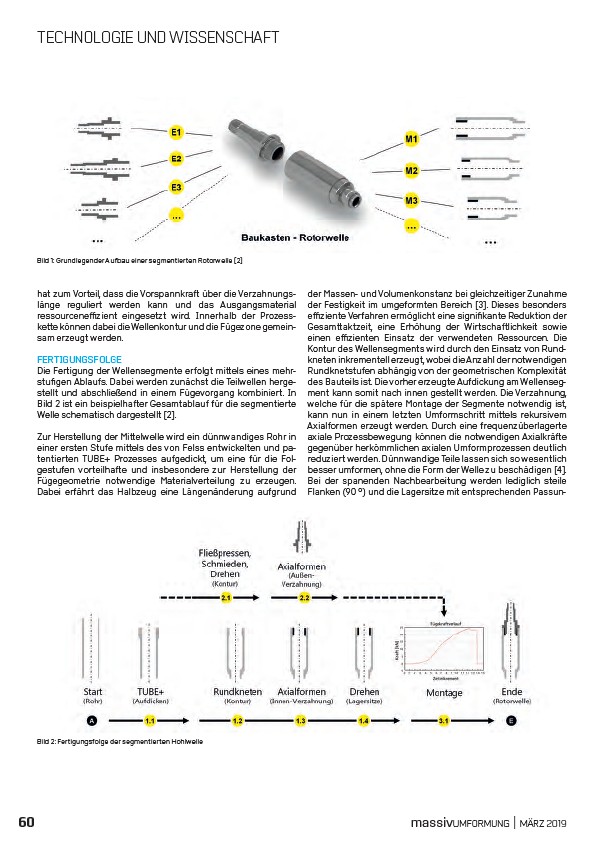
FERTIGUNGSFOLGE
Die Fertigung
der Wellensegmente
erfolgt mittels eines mehrstufigen
Ablaufs.
Dabei werden zunächst die Teilwellen
hergestellt
und abschließend
in einem Fügevorgang
kombiniert.
In
Bild 2 ist ein beispielhafter
Gesamtablauf
für die segmentierte
Welle schematisch dargestellt
2.
Zur Herstellung
der Mittelwelle
wird ein dünnwandiges
Rohr in
einer ersten Stufe mittels des von Felss entwickelten
und patentierten
TUBE+ Prozesses
aufgedickt,
um eine für die Folgestufen
vorteilhafte
und insbesondere
zur Herstellung
der
Fügegeometrie
notwendige
Materialverteilung
zu erzeugen.
Dabei
erfährt
das Halbzeug
eine
Längenänderung
aufgrund
der Massen-
und Volumenkonstanz
bei gleichzeitiger
Zunahme
der Festigkeit
im umgeformten
Bereich
3. Dieses
besonders
effiziente
Verfahren
ermöglicht
eine signifikante
Reduktion
der
Gesamttaktzeit,
eine Erhöhung
der Wirtschaftlichkeit
sowie
einen effizienten
Einsatz
der verwendeten
Ressourcen.
Die
Kontur des Wellensegments
wird durch den Einsatz
von Rundkneten
inkrementell
erzeugt,
wobei die Anzahl
der notwendigen
Rundknetstufen
abhängig von der geometrischen
Komplexität
des Bauteils
ist. Die vorher
erzeugte
Aufdickung
am Wellensegment
kann somit nach innen gestellt
werden. Die Verzahnung,
welche für die spätere Montage
der Segmente
notwendig
ist,
kann nun in einem letzten Umformschritt
mittels rekursivem
Axialformen
erzeugt
werden.
Durch eine frequenzüberlagerte
axiale Prozessbewegung
können die notwendigen
Axialkräfte
gegenüber
herkömmlichen
axialen Umformprozessen
deutlich
reduziert
werden.
Dünnwandige
Teile lassen sich so wesentlich
besser umformen,
ohne die Form der Welle zu beschädigen
4.
Bei der spanenden
Nachbearbeitung
werden lediglich
steile
Flanken (90 °) und die Lagersitze
mit entsprechenden
PassunBild
Bild 2: Fertigungsfolge der segmentierten Hohlwelle
60 massivUMFORMUNG | MÄRZ 2019