TECHNOLOGIE UND WISSENSCHAFT
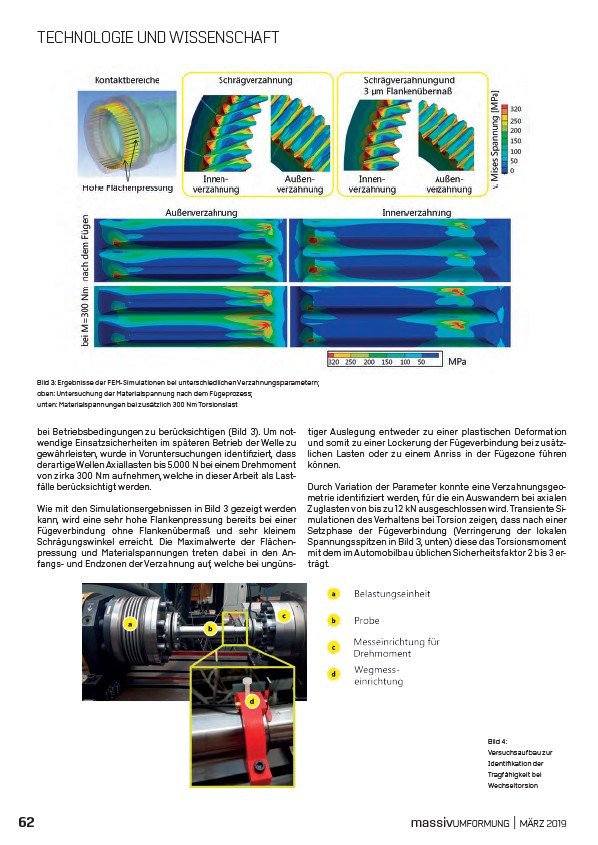
Bild 3: Ergebnisse der FEM-Simulationen bei unterschiedlichen Verzahnungsparametern;
oben: Untersuchung der Materialspannung nach dem Fügeprozess;
unten: Materialspannungen bei zusätzlich 300 Nm Torsionslast
bei Betriebsbedingungen
zu berücksichtigen
(Bild 3). Um notwendige
Einsatzsicherheiten
im späteren
Betrieb
der Welle
zu
gewährleisten,
wurde
in Voruntersuchungen
identifiziert,
dass
derartige
Wellen
Axiallasten
bis 5.000 N bei einem
Drehmoment
von zirka
300 Nm aufnehmen,
welche
in dieser
Arbeit
als Lastfälle
berücksichtigt
werden.
Wie mit den Simulationsergebnissen
in Bild 3 gezeigt
werden
kann, wird eine sehr hohe Flankenpressung
bereits
bei einer
Fügeverbindung
ohne Flankenübermaß
und sehr kleinem
Schrägungswinkel
erreicht. Die Maximalwerte
der Flächenpressung
und Materialspannungen
treten dabei in den Anfangs-
und Endzonen
der Verzahnung
auf, welche bei ungünstiger
Auslegung
entweder
zu einer plastischen
Deformation
und somit zu einer Lockerung der Fügeverbindung
bei zusätzlichen
Lasten oder zu einem Anriss in der Fügezone
führen
können.
Durch Variation
der Parameter
konnte eine Verzahnungsgeometrie
identifiziert
werden,
für die ein Auswandern
bei axialen
Zuglasten
von bis zu 12 kN ausgeschlossen
wird. Transiente
Simulationen
des Verhaltens
bei Torsion
zeigen, dass nach einer
Setzphase
der Fügeverbindung
(Verringerung
der lokalen
Spannungsspitzen
in Bild 3, unten) diese das Torsionsmoment
mit dem im Automobilbau
üblichen Sicherheitsfaktor
2 bis 3 erträgt.
Bild 4:
Versuchsaufbau zur
Identifikation der
Tragfähigkeit bei
Wechseltorsion
62 massivUMFORMUNG | MÄRZ 2019